��(bi��o)�}: PLC��(y��ng)���й�(ji��)ʡݔ��ݔ���c�Č��ü��g(sh��) [��ӡ���]
����: mxz1955 �r�g: 2018-11-18 15:28
��(bi��o)�}: PLC��(y��ng)���й�(ji��)ʡݔ��ݔ���c�Č��ü��g(sh��)
1 ����
���O(sh��)ӋPLC����ϵ�y(t��ng)��?q��)����O(sh��)���M(j��n)��PLC���g(sh��)����r���O(sh��)Ӌ�ˆT��(j��ng)�����l(f��)�F(xi��n)ϵ�y(t��ng)��ݔ��/ݔ����̖̫�������ռ�ô�����PLCݔ��/ݔ���c����ԭ���A(y��)Ӌ��ݔ��/ݔ���c�����õ���r�������(d��ng)Ȼ����ͨ�^I/O�U(ku��)չ��Ԫ��I/Oģ�K����Q���������PLC���x�Ùn�������M(j��n)��ʹϵ�y(t��ng)��Ӳ�����������������w�e׃���O(sh��)���Ͷ�YҲ�S֮������������P���J(r��n)���ڌ�������Ҫ���Ӻܶ�ݔ��/ݔ���c����r�������������ͨ�^һ�����O(sh��)Ӌ���g(sh��)��U(ku��)չݔ��/ݔ���c�Ĕ�(sh��)�����������ֲ�����PLCϵ�y(t��ng)�Ŀɿ��ԣ��Ķ��_(d��)�������O(sh��)���Ͷ�Y�ɱ���Ŀ�����
2 ��ݔ���c�ĔU(ku��)չ���g(sh��)
2.1 �ϲ�ݔ��U(ku��)չ���g(sh��)
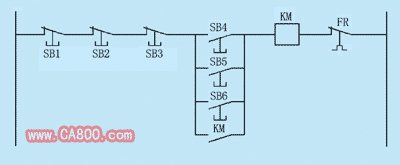
һ�_�����O(sh��)���г����Ўׂ����ӿ��ư��o�ׂ͎�ֹͣ���ư��o���������քe�O(sh��)���ڙC(j��)�_�IJ�ͬλ����������γ�һ�N��ؿ���ϵ�y(t��ng)��������D1�����ؿ��Ƶ��^������ƾ�·��������ĈD1�п��Կ���:�ڲ�ͬ�ĵط��b��3ֹֻͣ���oSB1�����SB2��SB3���������������һ���o��ʹKMʧ�����늄әC(j��)ͣ�D(zhu��n);��3ֻ���Ӱ��oSB4������SB5��SB6��������������һ���o��ʹKM��늲��Ա����������ʹ늄әC(j��)�����\�D(zhu��n);߀��һ�^�d�z�yԪ��FR����ֻҪ���·���^ؓ(f��)�ɹ����������䴮(li��n)�ڈD1�е�FR���]�|�c���_��ҲʹKMʧ����늄әC(j��)ͣ�D(zhu��n)���Ķ��Д��^ؓ(f��)�ɹ���������
�D1 ���ؿ��Ƶ��^������ƾ�·
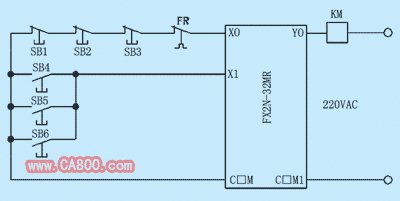
��ԓ�O(sh��)���M(j��n)��PLC���죬��ݔ����̖�����κ�̎����������SB1��SB6�����FR��7��ݔ����̖Ҫռ��PLC 7��ݔ���c������ݔ�룯ݔ���c�����o���r��������ݔ����̖���Բ�ȡ�D2��ʾ�ϲ�ݔ��U(ku��)չ���g(sh��):����PLC�ⲿ��4�����](�Ӕ�)�|�c��(li��n)��3�����_(�Ӻ�)�|�c��(li��n)���ٷքe����PLC��ݔ������������@��ֻ��ռ��2��ݔ���c����(ji��)ʡ��5��ݔ���c�����ͬ�����_(d��)������7��ݔ����̖��̎��Ŀ�������D(zhu��n)�������ΈD��D����ʾ����������
�D2 �ϲ�ݔ��U(ku��)չ���g(sh��)��·�D
�D3 ��ȡ�ϲ�ݔ��U(ku��)չ���g(sh��)�����ΈD �D4 �ͱ�늙C(j��)��ͣ���Ƶ����ΈD
2.2 ��B(t��i)׃�Q�U(ku��)չ���g(sh��)
ͨ�����ڹ�����B(t��i)����0/1�����_/�P(gu��n)��׃���Ą���(���ͱ�늙C(j��)����ͣ�������sҺ���_�P(gu��n)�����������Ϩ��)�M(j��n)��PLC���ƕr,һ����r��Ҫ��2�����o�քe�����������_���P(gu��n)��
�D4��ij�C(j��)���ͱ�늙C(j��)���������Ƶ����ΈD��ռ����PLC 2��ݔ���cX0�����X1����������X0���ͱ�늙C(j��)�_���oݔ����̖�������X1���ͱ�늙C(j��)�P(gu��n)���oݔ����̖�����Y0���ͱ�늙C(j��)�_ݔ����̖������
���D4���à�B(t��i)׃�Q�U(ku��)չ���g(sh��)��������tֻ��һ�����oX0����������ÿ��һ�°��oX0���͌���(d��ng)ǰ���ͱ�늙C(j��)�Ĺ�����B(t��i)���D(zhu��n)һ����������䌍�F(xi��n)��PLC���ΈD���������N�·���քe��D5����D6���D7��ʾ������
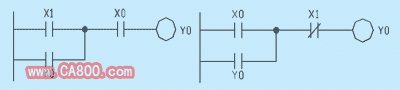
�D5 ��Ӌ��(sh��)�������ΈD �D6 ����Ӌ��(sh��)�������ΈD
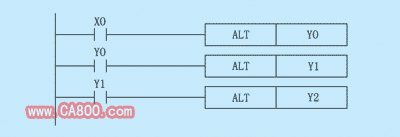
�D7 �ù���ָ������ΈD
�D5����Ӌ��(sh��)���M(j��n)�п��ƵĠ�B(t��i)׃�Q���g(sh��)���ĈD5���Կ����������(d��ng)?sh��)�һ�ΰ���X0�r�������ʹY0=1���Ա��������ͱ�늙C(j��)�\�D(zhu��n)������ͬ�rX0���½��؆���C0Ӌ��(sh��)һ��;��(d��ng)?sh��)ڶ��ΰ���X0�����_�r�����������½�����ʹC0Ӌ��(sh��)һ����������˕r��Ӌ��(sh��)ֵ�_(d��)��C0���O(sh��)��ֵ(K2)��Ӌ��(sh��)��C0����������Ӕ��|�c���_Y0��·��������ͱ�늙C(j��)ͣ�D(zhu��n)������F(xi��n)��ݔ����B(t��i)�ķ��D(zhu��n)�����ڽ�����һ���������ڃ�(n��i)�������Ӌ��(sh��)���ĄӺ��|�cʹC0��(f��)λ��������´�Ӌ��(sh��)����(zh��n)��������Ķ����F(xi��n)����һֻ���o��ͣ�ĆΔ�(sh��)��Ӌ��(sh��)���p��(sh��)��Ӌ��(sh��)��(f��)λ�Ŀ���������
�D6�鲻��Ӌ��(sh��)���M(j��n)�п��ƵĠ�B(t��i)׃�Q���g(sh��)����ĈD6���Կ��������ʼ�\�Еr��M0=M1=Y0=0�����(d��ng)?sh��)�һ�ΰ���X0�r���������ؼ�ʹY0=1���Ա��������ͱ�늙C(j��)�\�D(zhu��n)�����˕rM0=1���M1=0;��(d��ng)?sh��)ڶ��ΰ���X0�r�Ē������ڃ�(n��i)��M0=1������M1=1��Y0=0����ͱ�늙C(j��)ͣ�D(zhu��n)�����F(xi��n)��ݔ����B(t��i)�ķ��D(zhu��n)����ڽ�����һ���������ڃ�(n��i)��M0=M1=Y0=0�������ֻ֏�(f��)���ʼ��B(t��i)������һ�εĠ�B(t��i)׃�Q�����˜�(zh��n)���������Ķ�Ҳ���F(xi��n)����һֻ���o��ͣ�ĆΔ�(sh��)���\�D(zhu��n)���p��(sh��)��ͣ�D(zhu��n)�Ŀ���
�D7���ù���ָ���M(j��n)�п��ƵĠ�B(t��i)׃�Q���g(sh��)����D7�У�ALT�齻��ݔ��ָ������䌍�H����һ�������l�·��ÿ��(zh��)��һ��ALTָ���������Ŀ��(bi��o)Ԫ����ݔ����B(t��i)ȡ����������Ŀ��(bi��o)Ԫ���Ġ�B(t��i)��ON��OFF֮�g����׃�Q����ʼ�\�Еr���Y0=0����(d��ng)?sh��)�һ�ΰ���X0�r�����������ؼ�ʹY0=1���Ա�����������ͱ�늙C(j��)�\�D(zhu��n)���������(d��ng)?sh��)ڶ��ΰ���X0�r�Ē������ڃ�(n��i)��Y0��0�����ͱ�늙C(j��)ͣ�D(zhu��n)��������F(xi��n)��ݔ����B(t��i)�ķ��D(zhu��n)[2]��
2.3 �l���ָ��U(ku��)չ���g(sh��)
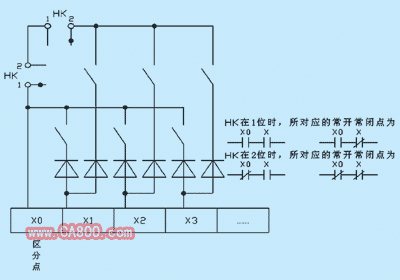
�ڸ��N��(sh��)���b����������ԄӺ��ք�����õăɷN���Ʒ�ʽ������քӹ�����ʽ�Ĵ������o��ռ���˺ܶ��ݔ���c�������������ϵĿ��ư��o����Ǟ��քӷ�ʽ��(zh��n)��������м�(x��)�������l(f��)�F(xi��n)��Щ�քӿ�����ʹ�õİ��o���Ԅӷ�ʽ�и����Ͳ������F(xi��n)�������������҂��Ɍ��@Щ����ͬ�r���F(xi��n)��ݔ����̖��������ʽ�ֳɃɽM��ʹ�����ڲ�ͬ�Ĺ�����ʽ�н�����ͬ��ݔ���c�������Ķ��_(d��)����(ji��)ʡݔ���c��Ŀ�ģ��@�N��������l���ָ��U(ku��)չ���g(sh��)�����w������D����ʾ�����
�D����������HK�鹤����ʽ�D(zhu��n)�Q�_�P(gu��n)(��1λ���Ԅ�������2λ���քӷ�ʽ)��������ռ��һ���cX0�������Ա������ΈD�Ѕ^(q��)�ֲ�ͬ������;X1������X2��X3���؏�(f��)ʹ�õ�ݔ���c����@3���c�քe�Ӳ�ͬ���õ��_�P(gu��n)��ͨ�^�D(zhu��n)�Q�_�P(gu��n)��ʽ���x�������ʹ�c�ڲ�ͬ�r����ͬ����������֞��˱�������·������c����������_�P(gu��n)���ͨ�^���O�ܻ��T�ٽӵ�ݔ���c����������D����ʾ�·�ɹ�(ji��)ʡ6��4=2��ݔ���c���_(d��)���˹�(ji��)ʡݔ���c��Ŀ��������
�D8 ���×l���ָ��U(ku��)չ���g(sh��)�ľ�·�D
2.4 ݔ���c�M�ϑ�(y��ng)�ÔU(ku��)չ���g(sh��)
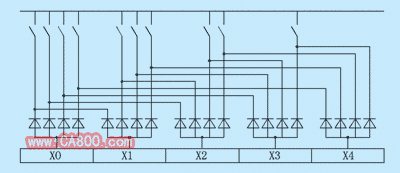
��n��ݔ���cȡm���c�M�ϣ��ɵõ���nm���M�ϽM���������ÿһ���M�ϽM����һ���µ�ݔ���c�������Ķ�ʹݔ���c��n���U(ku��)չ���nm�����ڲ���׃PLCԭʼ���õ���r��ʹݔ���c������nm��n������@�N���g(sh��)�Q��ݔ���c�M�ϑ�(y��ng)�ÔU(ku��)չ���g(sh��)���@�N���g(sh��)����������(d��ng)n���ӕr�����U(ku��)չ�c��(sh��)�����Ӻܿ��������n=6��������(d��ng)m=2�r������γ��c��(sh��)����C62=15���@�Ӿ͏�n=6�c�U(ku��)չ��15���c�������ڴ˼��g(sh��)�У�һ��ȡm��2����@�Ӳ���ʹ���ΈD�^��������w���F(xi��n)�k����D9��ʾ:
�D9 ����ݔ���c�M�ϑ�(y��ng)�ÔU(ku��)չ���g(sh��)�ľ�·�D
�D9��n=5��m=2�ĽM�ϑ�(y��ng)�ÈD��������D9�����������ÿ�����c�M�ϵ��c(X0��X4)�Ͻ�һ�����O�ܻ��T������ÿ�����T��ݔ�딵(sh��)��(n��1)=5��1=4�������ÿm��(���D��2)���T���cһ��ݔ������B���һֱ���؏�(f��)�ؽ��ֱ꣬���γɣ�nm(���D��C52)�l�B�Ӿ�����@ÿһ�l�B�Ӿ�����һ���µĿ����c��[3]
2.5 ���ñ��^ָ���ݔ��U(ku��)չ���g(sh��)
���^ָ��Ĺ����DZ��^�ɂ���(sh��)�Ĵ�С�����ָ���ʽ��D10��ʾ����(d��ng)X0��ON�r�������t��K1(S1)�cӋ��(sh��)��C0(S2)�ă�(n��i)���M(j��n)�б��^:
��(d��ng)K1>C0��M0=1; K1=C0, M1=1; K1���S���a(ch��n)���Ͻ�(j��ng)�����@ôһ�NҪ�����������Ҫ��n�_늄әC(j��)�S�r�S�����������������S�r�S�ؿ�����ͣ܇�����n=3�r�����������κ�ݔ��U(ku��)չ���g(sh��)������t��3ֻ���Ӱ��o�������3ֹֻͣ���o�������Ҫռ��PLC 6��ݔ���c��������F(xi��n)���ñ��^ָ���O(sh��)Ӌ���g(sh��)���������D10��ʾ���ΈD�O(sh��)Ӌ���tֻ��ռ��X0����X1 2��ݔ���c�������Ɍ��F(xi��n)�������������[2]
�D10 ���ñ��^ָ��ݔ��U(ku��)չ���g(sh��)�����ΈD
�D10�У���(d��ng)��һ��X0=ON�����M1=1������Y0=1���Ա����������һ�_늄әC(j��)����;�ٰ�һ��X0=ON���M2=1��Y1=1���Ա�������ڶ��_늄әC(j��)����;�����ΰ���X0=ON��M0=1����Y2=1���Ա�������������_늄әC(j��)������������^������������ͬ����������(d��ng)Ҫ������ͣ܇�r������һ��X1=ON������M11=1��Y2=0������������_늄әC(j��)ͣ܇;�ٰ�һ��X1=ON��M12=1����Y2=Y1=0��������ڶ��_늄әC(j��)ͣ܇;�����ΰ���X1=ON���M10=1��Y2=Y1=Y0�����һ�_늄әC(j��)ͣ܇, ͣ܇�^�̰�Ҫ����ɡ�
3 ��ݔ���c�ĔU(ku��)չ���g(sh��)
3.1 �ϲ�ݔ���U(ku��)չ���g(sh��)
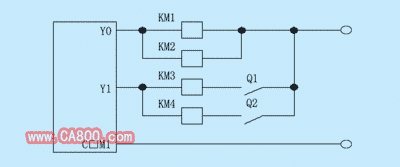
Ŀǰ������PLC�팍�F(xi��n)���Ƶ��I(l��ng)��Խ��Խ�����������_��ˇ�g(sh��)���������͑���V���������(ji��)�՟��Ŀ��Ƶ����������@Щ����Ŀ���߉�У���һЩ���Ŀ���߉��ȫ��ͬ��������ͨ���B(t��i)��ȫ��ͬ��2�������ϵ�ؓ(f��)�d�����Բ��ò�(li��n)�B�ӵĺϲ�ݔ���U(ku��)չ���g(sh��)�����ֻ��ռ��PLC��һ��ݔ���c����;�����ڲ�ͬ�Ĺ�����ʽ��(���Ԅӻ��քӹ�����ʽ)����ͨ�^�ⲿ�_�P(gu��n)���D(zhu��n)�Q�������Щݔ���c����ͬ�r���F(xi��n)�Ĉ��ϣ�Ҳ���Բ��úϲ�ݔ���U(ku��)չ���g(sh��)���ʹÿ��PLCݔ���c���Կ��ƃɂ������ϲ�ͬ�r������ؓ(f��)�d�����w���F(xi��n)������D11��ʾ���
�D11 ���úϲ�ݔ���U(ku��)չ���g(sh��)�ľ�·�D
�D11�У����KM1�����KM2����ؓ(f��)�d�Ġ�B(t��i)��ȫ��ͬ�������ֻ���KM1���KM2�ľ�Ȧ��(li��n)�B�����ֻռ��1��ݔ���cY0���ɹ�(ji��)ʡ1��ݔ���c;ͬ�ӈD11��������Q1��Q2����ͬ�r���ͨ��B(t��i)����t����1��ݔ���cY1�펧�Ӄ�·����ͬ�r��ݔ����ؓ(f��)�dKM3��KM4��ݔ�����Ķ�Ҳ��(ji��)ʡ��һ��ݔ���c�������
3.2 ݔ���c�M�ϑ�(y��ng)�ÔU(ku��)չ���g(sh��)
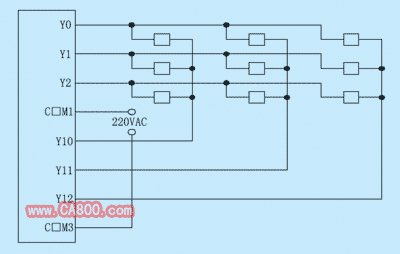
ݔ���c�M�ϑ�(y��ng)�ÔU(ku��)չ���g(sh��)��Ҫ�c�nj�n��ݔ���^���̖�֞�ɽM������ÿ�M����(sh��)����n/2����ͨ�^�ⲿ�Ӿ��ļ��g(sh��)�M���������ʹÿ�Mÿ����һ���^�����ݔ�������t��Ɏ�(n/2)��(n/2)��ؓ(f��)�d������@�N���g(sh��)�ɹ�(ji��)ʡ(n/2)��(n/2)��n��ݔ���c�������D12��ʾ:��6��(ע:n=6)ݔ���c�����(q��)��9(3��3)��ؓ(f��)�d����(ji��)ʡ��3��ݔ���c������������ΈD���̕r�������Ҫ�þ��a�ķ����_��ÿһ��ؓ(f��)�d��ÿһ��ؓ(f��)�d���о����о����ڵ�ݔ���^���̖��ͬ�Г�(d��n)�������
3.3 �C(j��)��̎�ÔU(ku��)չ���g(sh��)
PLC�������л�����Ԫ������U(ku��)չ��Ԫ�����U(ku��)չģ�K֮�������������^��������|�������·������������r�������^������������������Ҫռ�ô���ݔ���c�r���߀Ҫ��PLC������Ԫ�M(j��n)�ДU(ku��)չ̎������Ҫ�x�ø����c��(sh��)�Ļ�����Ԫ�r���r���}�@���Ȟ�ͻ�������������ڌ�ijЩ����߉���ζ��ֲ����c����ѭ�h(hu��n)��늚��O(sh��)������ڹ���ѭ�h(hu��n)֮ǰ��ȹ������O(sh��)����ԣ�����PLC�M(j��n)�п��w�����O(sh��)Ӌ�r������@Щ�O(sh��)����Բ���PLC��������ݔ�����������PLC�C(j��)��̎�õ��k�������^��������|�����M(j��n)�п����������Ķ�Ҳ�_(d��)���˹�(ji��)ʡݔ���c��Ŀ�ģ����ҿɴ��Ͷ�Y�ɱ�����[1]
�D12 ����ݔ���c�M�ϑ�(y��ng)�ÔU(ku��)չ���g(sh��)�ľ�·�D
4 �Y(ji��)���Z
������B���@Щ���g(sh��)�����m��(j��ng)�P����늚⌍����{(di��o)ԇȡ���˳ɹ�������C�����Ќ����е�����������ڌ��H��(y��ng)���^������Ҫע���M(j��n)��ģ�M�{(di��o)ԇ��ϵ�y(t��ng)(li��n)�{(di��o)�����_���f�oһʧ�����@Щ���g(sh��)������(y��ng)��(d��ng)�����Ȳ����ѵ���r�¿��]�ķ�������������ڿ��]��(ji��)�sͶ�Y�ɱ��Ƚ�(j��ng)��(j��)�Ե�ͬ�r���@Щ���g(sh��)�y������팍�`������������S�o(h��)�ď�(f��)�s����������ʹ�Ƿ��ò����������Ҳһ��Ҫ�_���O(sh��)�䰲ȫ�ɿ��������(f��)�s�̶Ƚ�������ȣ���ע�������O(sh��)Ӌ�Y�ϵı��ܹ��������Ա��ṩ�S�o(h��)�ˆT�S�r��������
������Word��ʽ�ęn51�����d��ַ��
| �gӭ���R (http://www.torrancerestoration.com/bbs/) |
Powered by Discuz! X3.1 |


 �У̣Ñ�(y��ng)���й�(ji��)ʡݔ��ݔ���c�Č��ü��g(sh��).docx
(259.32 KB, ���d��(sh��): 7)
�У̣Ñ�(y��ng)���й�(ji��)ʡݔ��ݔ���c�Č��ü��g(sh��).docx
(259.32 KB, ���d��(sh��): 7)